


最近の記事
-

2025.03.31
4月定休日のお知らせ -

2024.12.12
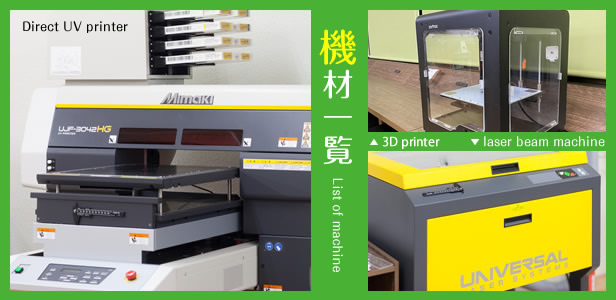
ファイバーレーザー 入りました -

2024.11.01
価格改定と初回利用時のちょっとしたご案内 -

2024.05.07
入会手続きがいつでも可能になりました! -

2024.03.01
cre8のご利用を検討中の皆さん、事前のご見学がオススメですよ! -

2024.02.29
お得なビジターチケット販売中ですよ♪ -

2024.01.22
【設備更新】小レーザーが新しくなります -

2025.03.03
3月定休日のお知らせ -

2025.02.19
ねこちゃん刺しゅう綺麗にできました~♪ -

2025.01.31
2月定休日のおしらせ -

2025.01.17
万年カレンダーを作ってみました〜!
© cre8 BASE KANAYAMA|クリエイトベースカナヤマ 名古屋 金山 メイカースペース モノづくり All rights reserved.

Raise3Dで使用可能なフィラメント
こんにちは 工場長です。
先日は光造形のニューカマーPhoton Ultraをお知らせしましたが、
今回は寸法精度や豊富なマテリアルがやっぱり魅力!なRaise3D Pro2で使用できるフィラメントをご紹介します。
□Raise3D Pro2 フィラメント ベンチマークサンプル
https://youtu.be/312tEk-wT1k
ーーーーーーーーーーーーーーーー
・PLA
Raise3D純正プレミアムPLAフィラメント Red
Raise3D純正プレミアムPLAフィラメント White
高品質・寸法安定性・造形安定性 熱に弱い樹脂の為、プラットフォーム温度は60℃以下に設定してください。


以下、それぞれレイヤーピッチを0.05mm、0.2mm、0.25mmにて出力したものになります。
全てのフィラメントに言えますがレイヤーピッチを細かくしても、専用のノズル径や設定を用いないとむしろ造形が不安定になる様です。



一般的なPLAフィラメントより安定しており、高精度の出力が可能な扱いやすいフィラメントです。
また水溶性サポート材BVOHとあわせて使用できる為、中空モデルの造形が可能です。
ーーーーーーーーーーーーーーーー
・改良ABS
BASF ABS Fusion+ Gray
低反り・高靭性・プラットフォームの糊付け不要 非常に強固にベッドに定着する為、剥がすことが困難な時はプリントベッドと造形物の間にアルコールを数滴染み込ませると簡単に剥がれます。
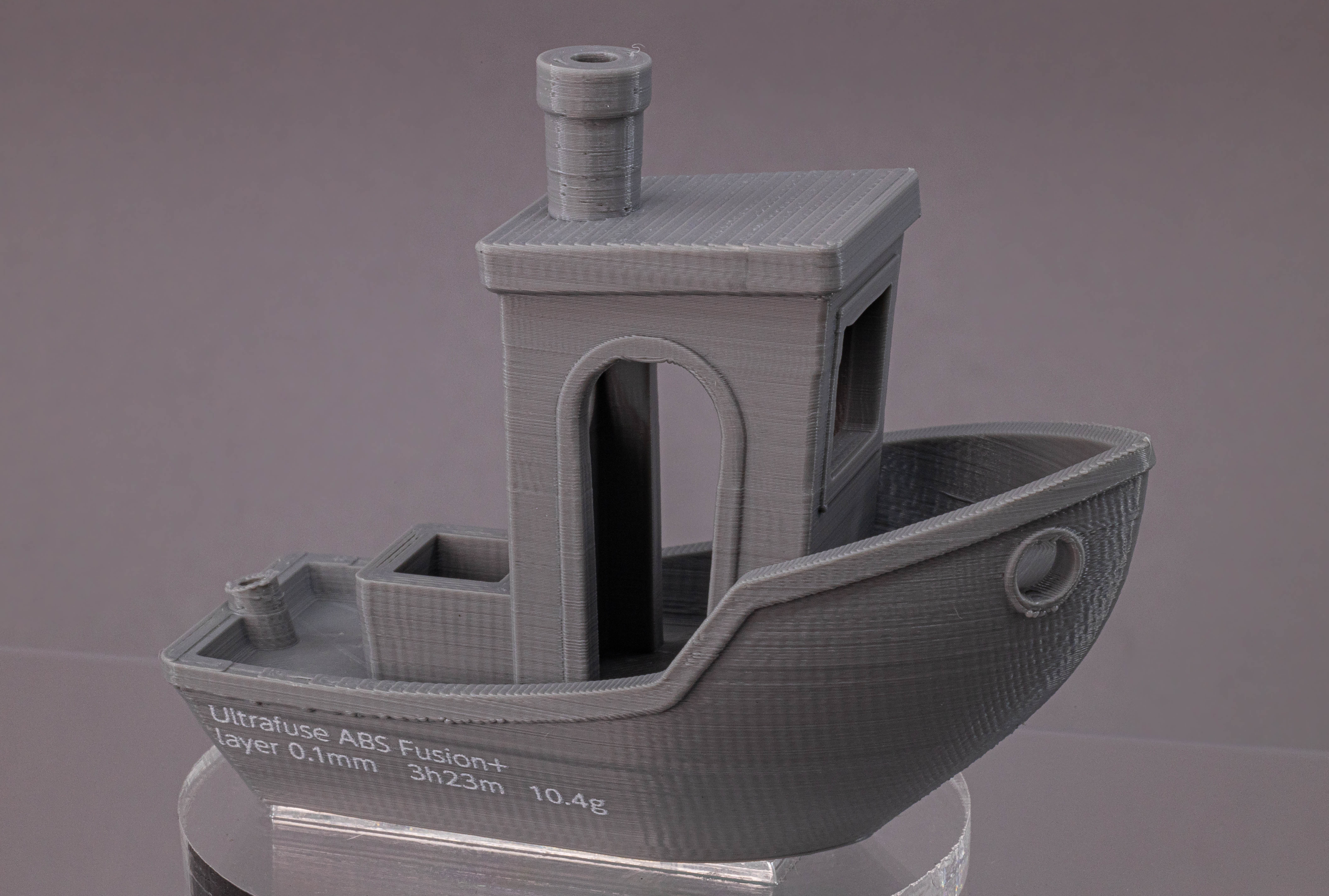
造形は非常に美しく、プラットフォームへの定着も良い為、とても扱いやすいフィラメントです。
ーーーーーーーーーーーーーーーー
・強化PLA
BASF PLA Pro1 Natural White
PLA材より強度・寸法精度が高い。樹脂自体の溶けが良く、造形速度を上げてもムラができにくい。増靱材配合のため積層割れが発生しやすく大型造形には不向き。

シルクっぽい光沢感があり、研磨をしなくても滑らかに仕上がります。
ーーーーーーーーーーーーーーーー
・CF + PET
BASF PET CF15 Black
滑らかな表面仕上がり・低吸湿で超硬質のカーボン15%配合PETフィラメント。通常の真鍮ノズルは削れてしまう為、タングステン強化ノズル0.6mmに変更必須。
100℃近い耐熱性も兼ねている為、融解温度が高く、低い温度で充填してしまうとノズルが詰まる為注意が必要。

軽いが金属の様な堅い仕上がりになり積層方向以外からの付加には非常に強い造形となります。
ーーーーーーーーーーーーーーーー
・PET
BASF PET Pearl White
耐薬品性が高く、寸法精度も高い。表面硬度も高く治具等にも利用可能 食品向け容器にも使用可。割れやすいのでラフト取り外しの際、ケガや割れに注意。

カチっとした造形に向いています。落下等の衝撃で割れやすいです。
ーーーーーーーーーーーーーーーー
・TPU
BASF TPU 85A Natural
伸縮性のある素材な為、フィラメントはプリンタ上部からスタンドなどを使用して下方向へ排出すること。
サポートを造形すると本体造形と密着してしまう為、サポートは不向き。また筒状など円形の造形物は糸引きなどが発生する為、印刷速度を50%以下にして造形すること。
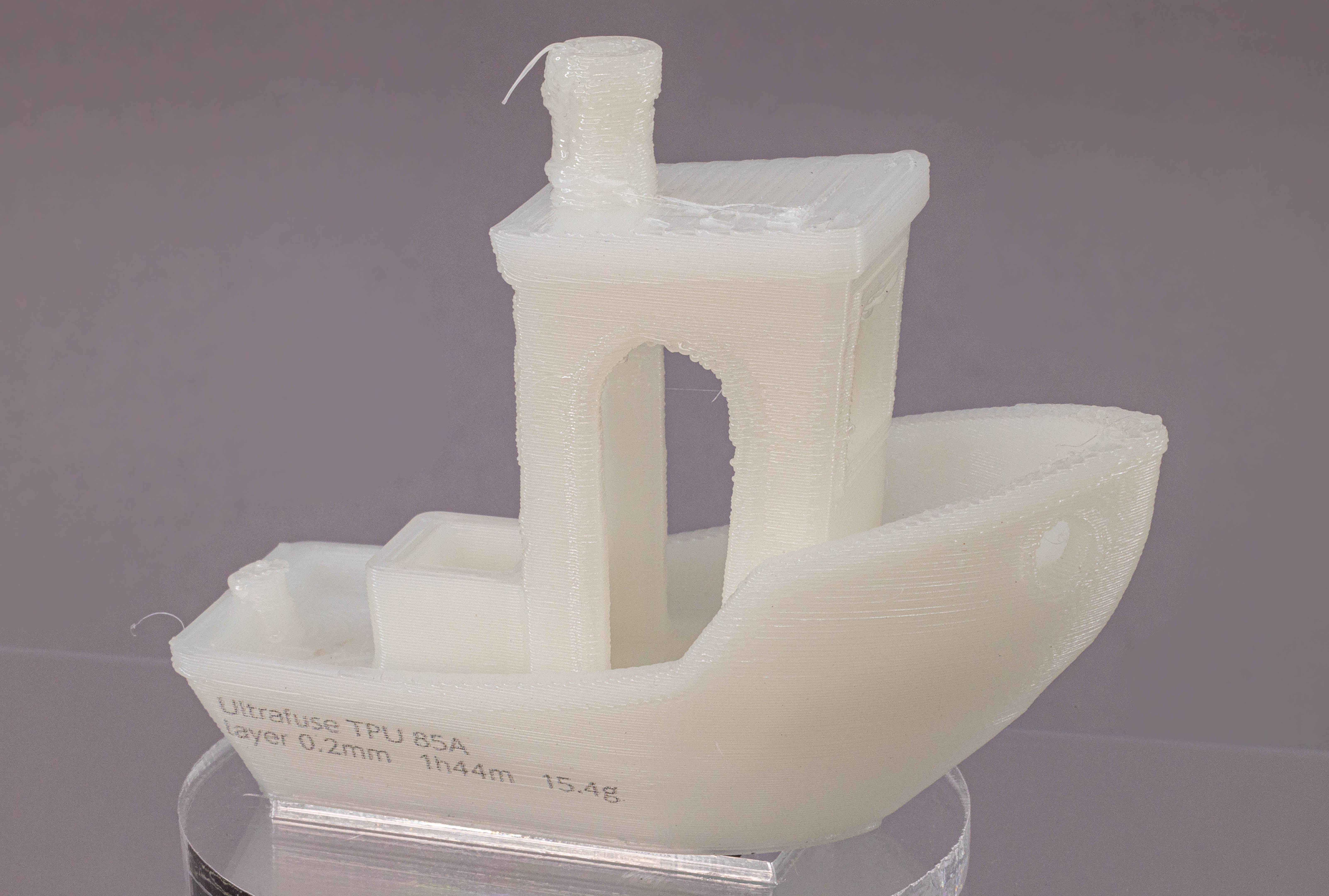
柔らかいゴムライクフィラメント、性質上細く積み上がる様な箇所は造形が不安定に。
ーーーーーーーーーーーーーーーー
・PVB
PolySmooth Teal
PolySmooth Teal + Polysher
PolySmooth Black
PolySmooth Black + Polysher
PolySmooth White
PolySmooth Clear + Polysher
PLAに近い造形安定性・ウォッシャーで表面処理可能・模型向け ドライボックス推奨 反りやすいのでサイズによってスティック糊を使用すること。








純正PLAに比べると若干反りやすいが造形は安定しており、綺麗な出力が可能。
自動IPA噴霧機のPolysher(ポリッシャー)を使用する事により、表面を溶かし独特な質感に仕上げられる。
ーーーーーーーーーーーーーーーー
・PLA
PolyWood
発泡構造をもつ軽量PLA、本物の木材を使わずに木質の質感を再現しノズル詰まりなどのリスクを軽減。
反りを抑える為、蓋を閉めても良いがPLAは高温に弱いため糸引きが発生する。

ーーーーーーーーーーーーーーーー
以上、フィラメントあれこれでした。
それぞれに特徴がありますので、ここぞ!なプロトタイピングなどで是非お試し下さい。
ちなみに、台座のアクリルはもちろんレーザー加工機、ボディ側面へのプリントは(スタッフが頑張って治具を作りました)ダイレクトUVプリンタで行い、
撮影は撮影boxのFoldio2で行いました。
撮影boxはcre8のOPENくらいで入れた気がしますので、もう6年になるのかな。まだまだ現役。cre8便利ー♪
以下、ABSやらPLAやらの用語解説になります。
| PLA | Poly-Lactic Acid(ポリ乳酸)トウモロコシやジャガイモなどに含まれるデンプンなどの植物由来のプラスチック素材で20年ほど前にABSの代替品として開発されたフィラメント |
| ABS | A (アクリロニトリル:耐熱性、機械的強度、耐油性)・B (ブタジエン:耐衝撃性)・S (スチレン:光沢性、加工性)3種を配合した樹脂でそれぞれの耐性を引き継ぐため取り扱いがしやすい。着色もしやすい。 |
| PET | ペットボトルなどと同じポリエチレンテレフタレート。石油からつくられるテレフタル酸とエチレングリコールが原料。主に炭素、酸素、水素から構成され他のプラスチックよりは石油依存度が低い。耐熱性、耐寒性、耐摩耗性、耐薬品性、耐溶剤性などに優れる。燃やしても有害なガスが出ない。 |
| CF | カーボンファイバー(炭素繊維強化プラスチック)炭素繊維で樹脂を強化した複合材料。金属並の強度をもった軽量なプラスチック…みたいな感じ。とはいえフィラメントの場合は配合量によるのと、積層方向の過重にはそれなりに脆い。(積層式全般に言える) |
| BVOH | 水溶性のサポート専用材。ブテンジオールビニルアルコールコポリマー。PLA、ABS Fusion+ 等と使用可能(普通のABSには使用不可)。水に溶けやすいが単体での強度もそこそこある為、使用する際はコストと時間を節約するため充填率10%でもOK。反面極端に湿気に弱いためドライボックス必須。絶対に放置しないこと。 |
| PVB | ポリビニルブチラール:ポリビニルアルコールとブチルアルデヒドを酸性条件下で反応させ生産される。柔軟で、低温でも硬くならず、ガラス、金属などによく密着するので接着剤としても用いられる素材。アルコールで溶ける。 |
| 改良ABS | ABSよりも高強度、耐薬品性、耐薬品性に優れる。特にABS Fusion+は造形ベッドへの定着が強い為、反らずに出力ができる。(あくまで造形時の反りを予防するもので、時間経過による反りは発生する) |
| 改良PLA | PLA Pro1はPLAより強度を上げるための増靭材が含有されており粘り気が強く、造形時の強度がABS並であり、オーバーハング(反り上がった様な曲面)の出力にも強い。反面、反りやすい。光沢が有り、積層痕が目立ちにくい。 |
| TPU | Thermoplastic Polyurethane(熱可塑性ポリウレタン)ウレタンゴム、ウレタン樹脂とも呼ばれる、プラスチックの一種。熱可塑性=熱で柔らかくなり冷えると固まる。耐油性に優れるが除光液やアセトン等に付けると徐々に溶けるので注意。 |